
OEM Пластины 2205
Когда речь заходит о дуплексных сталях, многие сразу думают про коррозионную стойкость, но с 2205 есть нюанс – её поведение при сварке часто недооценивают. В прошлом месяце пришлось переделывать партию пластин для теплообменника как раз из-за этого.
Что скрывается за маркировкой 2205
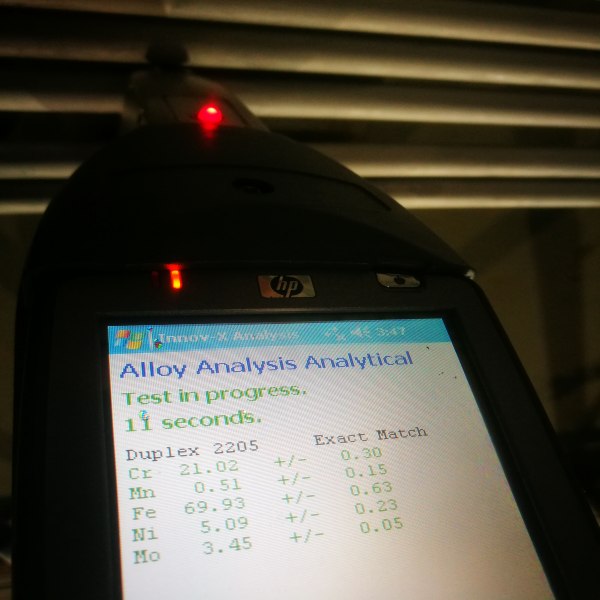
Если взять стандартный химический состав, то тут всё более-менее понятно – хром около 22%, никель 5-6%. Но когда начинаешь работать с разными поставщиками, оказывается, что содержание молибдена может плавать от 3 до 3.5%. Для большинства применений это некритично, но в агрессивных хлоридных средах разница уже чувствуется.
На практике встречал ситуацию, когда заказчик требовал именно верхний предел по молибдену для аппаратов химической промывки. Пришлось специально заказывать плавку у JN Special Alloy Technology Co., Ltd. – у них как раз был опыт с подобными специфичными требованиями.
Кстати, про механические свойства – предел текучести минимум 450 МПа это хорошо, но реально образцы часто показывают 500-550 МПа. Хотя для расчётов конечно берём минимальные значения.
Особенности обработки дуплексных сталей
Резать 2205 – отдельная история. Если взять стандартные режимы для нержавейки, получишь быстро выходящий из строя инструмент. Лично перепробовал разные охлаждающие жидкости – лучше всего работают специальные составы для титановых сплавов, как ни странно.
С гибкой тоже не всё просто. Минимальный радиус зависит от направления проката – поперёк волокон можно гнуть похуже, вдоль – только по большому радиусу. Как-то раз испортили партию пластин как раз из-за неучёта этого момента.
Шлифовка – тут важно не перегреть, иначе теряется коррозионная стойкость. На больших поверхностей используем водяное охлаждение, для мелких деталей – частые перерывы. Мельчайшие царапины потом могут стать очагами коррозии.
Сварка – где чаще всего ошибаются
Основная проблема – поддержание баланса феррита и аустенита. После сварки должно быть 30-70% феррита, но на практике добиться стабильных 40-60% сложнее, чем кажется. Особенно при многослойной сварке толстых пластин.
Как-то работали с конструкцией, где были угловые швы толщиной 12 мм. После травления выявили участки с преимущественно ферритной структурой – пришлось полностью переваривать. Теперь всегда делаем пробные соединения перед основными работами.
Защитная атмосфера – казалось бы, basics, но сколько раз видел ситуации, когда пренебрегают контролем качества газа. CO2 в аргоне даже 0.1% уже может дать пористый шов. Держу собственный газоанализатор, проверяю каждую новую партию баллонов.
Реальные кейсы применения
Для морской воды 2205 – один из лучших вариантов по соотношению цена/качество. Делали теплообменники для опреснительной установки – через 3 года эксплуатации практически без изменений. Хотя изначально заказчик сомневался, предлагал 254 SMO.
В химической промышленности использую для оборудования, работающего с разбавленными кислотами. Особенно хорошо показывает себя в сернокислых средах умеренной концентрации. Но с соляной кислотой уже не рекомендую – тут нужны более стойкие сплавы.
Интересный случай был с пищевым производством – замена AISI 316L на 2205 для ёмкостей пастеризации. Увеличили межремонтный период с 2 до 5 лет, хотя изначально сомневались в целесообразности из-за более высокой стоимости.
Проблемы контроля качества
Ультразвуковой контроль для 2205 – не всегда эффективен. Структура материала даёт сильное рассеяние сигнала. Чаще использую рентген и жидкостную пенетрантную дефектоскопию.
Травление для проверки сварных швов – обязательная процедура. Но важно не передержать реактив, иначе можно получить ложные данные о структуре. Обычно достаточно 30-60 секунд в зависимости от температуры раствора.
Твёрдость – после сварки обязательно проверяю в зоне термического влияния. Если превышает 32 HRC – значит, нарушен термический режим, возможны проблемы с коррозионной стойкостью.
Выбор поставщика – на что смотрю
Сертификаты – это хорошо, но всегда запрашиваю пробную партию. Даже у проверенных поставщиков бывают отклонения в химическом составе. Особенно важно содержание азота – оно сильно влияет на стойкость к точечной коррозии.
У JN Special Alloy Technology Co., Ltd. обратил внимание на стабильность характеристик от партии к партии. Заказывал у них OEM Пластины 2205 для нефтегазового проекта – все механические тесты прошли без замечаний.
Геометрия пластин – кажется мелочью, но когда делаешь крупногабаритные конструкции, даже небольшая кривизна создаёт проблемы. Предпочитаю поставщиков, которые обеспечивают стрелу прогиба не более 1 мм на метр длины.
Экономические аспекты использования
Первоначальная стоимость 2205 выше, чем у стандартных нержавеек, но если считать полный жизненный цикл – часто выходит дешевле. Особенно в случаях, где 316L не выдерживает требуемый срок службы.
Для аппаратов высокого давления можно уменьшать толщину стенок благодаря более высокой прочности. В одном проекте удалось снизить массу конструкции на 15% без потери прочностных характеристик.
Лом 2205 хорошо принимают на переплавку – это дополнительный бонус в конце жизненного цикла оборудования. Хотя конечно это второстепенный фактор при выборе материала.
Перспективы и ограничения
С развитием аддитивных технологий начинают появляться возможности для печати компонентов из 2205. Пока качество нестабильное, но за технологией стоит следить.
Температурные ограничения – выше 300°C начинается охрупчивание, поэтому для высокотемпературных применений лучше смотреть в сторону супердуплексных сталей или никелевых сплавов.
Для новых проектов всегда рассматриваю 2205 как основной вариант, когда нужна повышенная прочность и стойкость к коррозии. Но если бюджет ограничен, а условия не самые агрессивные – иногда лучше взять проверенную 316L.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Поковки из нержавеющей стали 316H
Поковки из нержавеющей стали 316H -
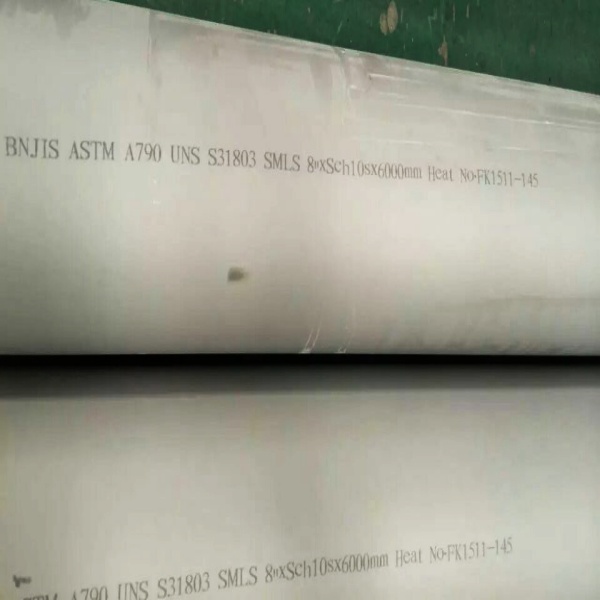 Труба из дуплексной стали S31803
Труба из дуплексной стали S31803 -
 Фитинги BW из хастеллоя B2
Фитинги BW из хастеллоя B2 -
 Хастеллой X
Хастеллой X -
 Пластина из никеля 201
Пластина из никеля 201 -
 Прутки из нержавеющей стали 316H
Прутки из нержавеющей стали 316H -
 Поковки из нержавеющей стали 904L
Поковки из нержавеющей стали 904L -
 Фланцы из нержавеющей стали 321
Фланцы из нержавеющей стали 321 -
 Фланец из супердуплексная стали S32760
Фланец из супердуплексная стали S32760 -
 Никель 200
Никель 200 -
 Прутки из инконеля 718
Прутки из инконеля 718 -
 Фланцы из нержавеющей стали 316LN
Фланцы из нержавеющей стали 316LN









