
OEM Пластины S31803
Когда заказчики запрашивают OEM Пластины S31803, многие ошибочно полагают, что это просто аналог 2205. На деле разница в термообработке и допусках по толщине может привести к поломке уплотнений в кислотных теплообменниках. Мы в JN Special Alloy Technology Co., Ltd. через https://www.jnalloy.ru не раз сталкивались, когда клиенты привозили образцы с трещинами по границам зерен — почти всегда проблема в нарушении режима охлаждения после гибки.
Ключевые ошибки при заказе пластин
Типичный случай: завод в Татарстане закупил S31803 у местного дистрибьютора, но при фрезеровке пазов под прокладки появилась деформация кромок. Оказалось, поставщик сэкономил на нормализации, оставив остаточные напряжения. Пришлось срочно заменять всю партию через нашу компанию — мы тогда сделали упор на контроль твердости после резки водой под давлением.
Еще нюанс — многие не проверяют сертификаты на содержание молибдена. В S31803 должно быть 2.5-3%, но некоторые ?умельцы? подменяют прокат с 2.2%, что критично для работы в хлоридных средах. Как-то раз пришлось отказаться от партии китайского производства, хотя визуально пластины были безупречны.
Сейчас для фланцевых соединений мы всегда рекомендуем дополнительную ультразвуковую проверку — особенно если пластины идут на изготовление реакторов высокого давления. Один химический комбинат в Подмосковье потерял три месяца из-за микротрещин в зоне термического влияния.
Особенности обработки дуплексных сталей
При сварке S31803 есть тонкость: нужно строго выдерживать межпропусковую температуру 80-120°C. Помню, как на объекте в Уфе сварщики пренебрегли этим — швы пошли с выделением сигма-фаза. Пришлось демонтировать весь узел теплообменника.
Для резки лучше использовать плазму с азотной поддувкой, но не лазер — он дает зону отпуска около 0.8 мм, что снижает стойкость к точечной коррозии. Мы в JN Alloy даже разработали специальные техкарты для механической обработки, которые высылаем клиентам вместе с отгрузкой.
Интересный момент с полировкой: для пищевого оборудования часто требуют зеркальную поверхность, но для S31803 абразивы с хлорсодержащими связками недопустимы. Как-то пришлось переделывать партию пластин для молочного завода в Белгороде — использовали керамические головки вместо стандартных.
Практические кейсы применения
На морской платформе в Каспийском море пластины S31803 работают в контакте с сероводородом. Инженеры сначала хотели использовать 904L, но после наших испытаний на питтинговую коррозию выбрали дуплексную сталь — вышло на 30% дешевле при сопоставимом сроке службы.
Для насосного оборудования важен контроль ударной вязкости при низких температурах. В прошлом году поставили партию пластин для компрессоров арктического исполнения — при -46°C значения CVN оставались выше 45 Дж.
Сейчас тестируем комбинацию S31803 с наплавкой Хастеллой C276 для узлов химоборудования. Предварительные результаты обнадеживают — в сернокислых средах срок службы увеличился в 1.7 раза.
Нюансы контроля качества
При приемке всегда смотрим не только на механические свойства, но и на структуру. Оптимальное соотношение феррита и аустенита 50/50, но допускается 40/60. Однажды отвергли партию, где аустенита было 65% — пластины не прошли испытание на межкристаллитную коррозию в медном купоросе.
Ультразвуковой контроль часто пропускает расслоения в средней части толщины — особенно для пластин свыше 40 мм. Мы дополнительно применяем рентгеноскопию на критичных объектах.
Важный момент: многие забывают, что S31803 требует пассивации азотной кислотой после травления. Как-то на НПЗ в Омске проигнорировали этот этап — через полгода в зонах резки появились очаги коррозии.
Экономические аспекты выбора
Хотя первоначальная стоимость S31803 выше, чем у 316L, но за счет меньшей толщины стенок и возможности увеличения рабочих давлений итоговая экономия достигает 15-20%. Для теплообменников это особенно актуально — можно уменьшить количество пластин при том же КПД.
Сроки поставки часто становятся проблемой — стандартные 12 недель многих не устраивают. Мы в JN Alloy держим на складе полуфабрикаты толщиной 8-40 мм, что позволяет сократить ожидание до 3 недель.
Интересный тренд: последние два года растет спрос на полированные пластины S31803 для фармацевтической отрасли. Пришлось даже закупить дополнительное оборудование для электрохимической полировки.
Перспективы материала
Сейчас рассматриваем вариант замены S31803 на S32750 для особо агрессивных сред, но это не всегда оправдано — при умеренных хлоридных нагрузках переплата в 1.8 раза не дает пропорционального увеличения срока службы.
Ведем переговоры с нефтесервисными компаниями о применении наших пластин для изготовлкины буровых штанг. Предварительные расчеты показывают, что усталостная прочность S31803 достаточна для скважин глубиной до 4500 метров.
Кстати, для трубных решеток иногда выгоднее использовать не цельные пластины, а сборные конструкции с наплавкой — это снижает риск коробления при сварке. Недавно такой вариант применили для теплообменника на заводе минеральных удобрений в Тольятти.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из хастеллоя C276
Пластина из хастеллоя C276 -
 Пластина из хастеллоя B2
Пластина из хастеллоя B2 -
 Поковки из нержавеющей стали AL6XN
Поковки из нержавеющей стали AL6XN -
 Фланец из сплава 31
Фланец из сплава 31 -
 Поковки из хастеллоя C276
Поковки из хастеллоя C276 -
 Труба из нержавеющей стали 316Ti
Труба из нержавеющей стали 316Ti -
 Поковки из нержавеющей стали 304L
Поковки из нержавеющей стали 304L -
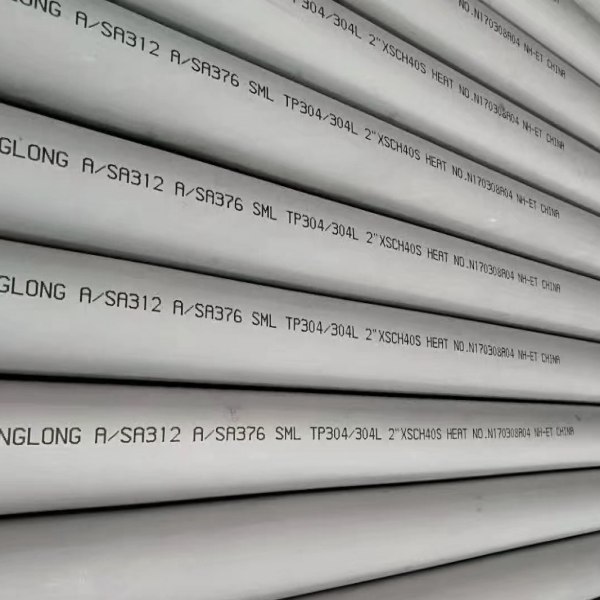 Труба из нержавеющей стали 304
Труба из нержавеющей стали 304 -
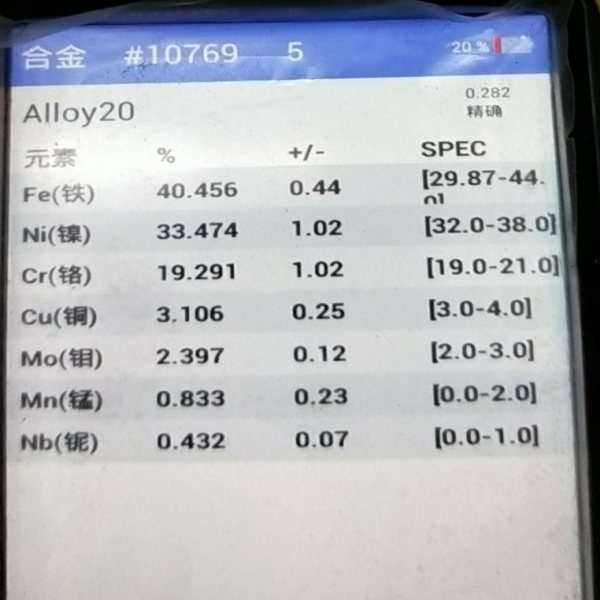 Сплав 20
Сплав 20 -
 Пластина из дуплексной стали S31803
Пластина из дуплексной стали S31803 -
 Прутки из инколой 800
Прутки из инколой 800 -
 Прутки из нержавеющей стали 321
Прутки из нержавеющей стали 321









